
Cần dây chuyền trống vòng tròn kim loại zigzag kim loại ở đâu?
Đối với nhiều sản phẩm kim loại kéo sâu, trước tiên phải tạo ra các vòng tròn kim loại và sau đó làm cho sản phẩm có khuôn kéo sâu, chẳng hạn như nắp động cơ, vỏ bộ lọc, vỏ pin, v.v. được sử dụng trong các bộ phận ô tô bằng kim loại, nồi bên trong của bếp điện, bát, v.v. đồ dùng nhà bếp bằng kim loại, vì vậy đây là bước đầu tiên để sản xuất các vòng tròn kim loại.
Làm thế nào để tạo ra các vòng tròn kim loại?
Nó thường có thể được sản xuất bằng khuôn dập hoặc máy cắt laser. Đối với sản xuất hàng loạt và yêu cầu về hiệu quả sản xuất tốc độ cao với số lượng lớn, nó phù hợp được sản xuất bằng máy đột dập với khuôn dập, đối với nhiều sản phẩm có kích thước khác nhau và vòng tròn kim loại quy mô nhỏ, nó có lợi thế lớn được sản xuất bằng dây chuyền cắt laser cuộn dây.
Ưu điểm của dây chuyền làm trống vòng tròn kim loại ngoằn ngoèo so với dây chuyền làm trống vòng tròn kim loại ngoằn ngoèo.
a). GIẢM PHẾ LIỆU
b). Lúc đầu, loại dây chuyền này đã được thiết kế ĐỂ KHAI THÁC TOÀN BỘ CHIỀU RỘNG CỦA CUỘN DÂY, giảm xuống khoảng cách tối thiểu giữa đĩa với đĩa và đĩa đến các cạnh dải, với hậu quả là GIẢM SỐ LƯỢNG PHẾ LIỆU. Nói chung, chúng tôi sử dụng 2mm làm khoảng cách. Sự giảm thiểu này được thực hiện khi tránh sử dụng nhiều khuôn đắt tiền và ít linh hoạt.
a. TRÁNH BẤT KỲ GIAI ĐOẠN LÀM VIỆC NÀO KHÁC
b. Vì nó có thể được làm trống toàn bộ chiều rộng của dải, do đó với công nghệ này có thể GIẢM CÁC GIAI ĐOẠN LÀM VIỆC TIẾP THEO, chẳng hạn như giảm cuộn dây thành các cuộn dây có chiều rộng nhỏ hơn (= rạch), thường được áp dụng trong sản xuất đĩa và đại diện cho cả chi phí cao hơn và khả năng làm hỏng bề mặt cuộn dây (đặc biệt là với nhôm)
c). LINH HOẠT
THỜI GIAN CHỜ ÍT HƠN: khi thay đổi kích thước sản xuất (đường kính), chỉ thay đổi khuôn và thay đổi cài đặt của HMI.
PHẠM VI SẢN XUẤT RỘNG: cùng một dây chuyền có thể làm trống các vật liệu khác nhau mà không có bất kỳ thay đổi hoặc sửa đổi nào. Cài đặt bố cục đĩa trong dải là không giới hạn. Bất kỳ đường đục lỗ nào cũng có thể được thiết lập bởi người dùng.
Làm thế nào để chọn dây chuyền làm trống vòng tròn kim loại phù hợp?
Nó dựa trên loại vật liệu của người dùng, chiều rộng vật liệu, độ dày, cuộn dây Max. trọng lượng, loại máy đột (máy đột loại C hoặc loại H) và các yêu cầu về hiệu quả sản xuất, v.v.
Lựa chọn dây chuyền trống vòng tròn kim loại số 1. (với PIT, hiệu quả sản xuất tốc độ cao) Thích hợp cho cả vật liệu mỏng và dày trung bình.
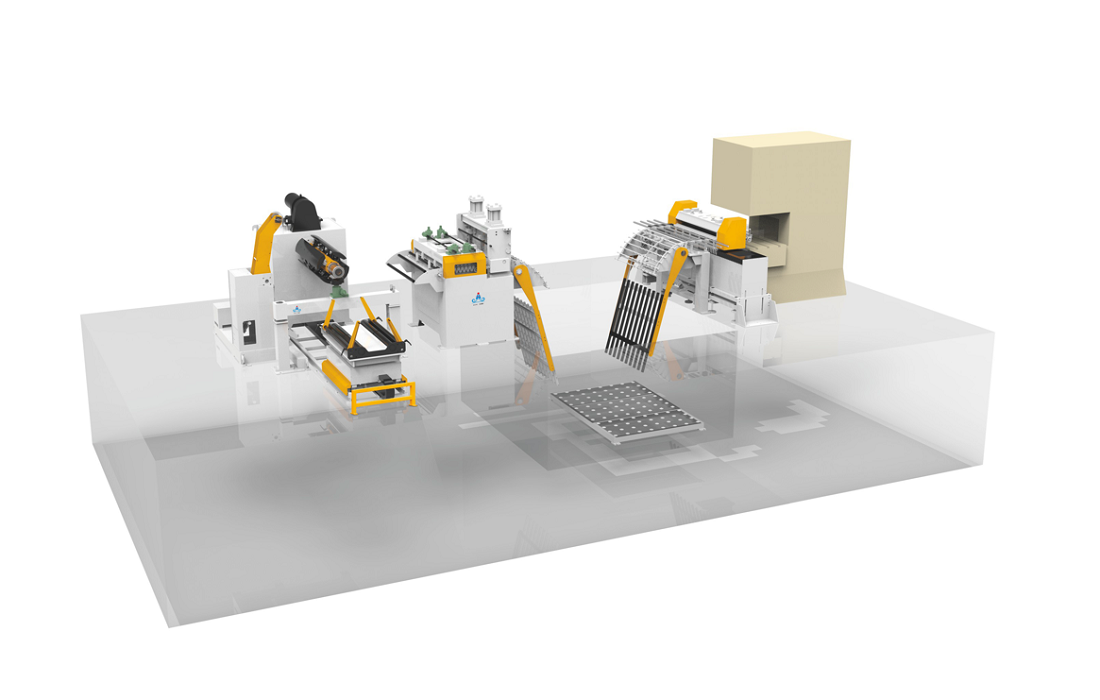
Bao gồm dây chuyền làm trống vòng tròn kim loại
Decoiler thanh toán dải và làm cho bề mặt dải phẳng và ứng suất bên trong rõ ràng bằng máy ép cuộn dây, nếu vật liệu hơi dày, nó có thể phù hợp với một bộ cắt thủy lực phế liệu ở lối ra của máy ép tóc để cắt đầu dải.Nó đặt PIT giữa máy ép tóc và bộ nạp servo ngoằn ngoèo, nó có thể dự trữ đủ vòng lặp trong hố để tăng tốc độ cấp liệu và tăng hiệu quả sản xuất. Kích thước và độ sâu của hố dựa trên chiều rộng, độ dày của vật liệu, yêu cầu về hiệu quả sản xuất, v.v. Hơn nữa, nó đặt cầu hỗ trợ cả ở lối ra của máy ép tóc và lối vào của bộ nạp servo ngoằn ngoèo, vì vậy nó có thể dẫn hướng, hỗ trợ và chèn đầu dải vào bộ nạp ngoằn ngoèo một cách thuận tiện.
1. Decoiler hạng nặng với xe tải-Decoiler cố định trên mặt đất
2. Máy ép cuộn chính xác (Phần tùy chọn của máy cắt phế liệu thủy lực) -Máy ép cố định trên mặt đất
3. Bộ nạp servo Zigzag
4. Cầu hỗ trợ ở lối ra của máy ép tóc và lối vào của bộ nạp ngoằn ngoèo + bàn hỗ trợ vòng lặp với cảm biến ở mặt đất của hố
Máy đục lỗ loại khung 5.C hoặc máy đục lỗ loại khung H
6. Khuôn trống vòng tròn kim loại
7. Cắt / cắt phế liệu hoặc bộ thu hồi dải phế liệu
8. Băng tải sản phẩm và băng tải phế liệu (dựa trên nhu cầu thực tế)
9. Bộ thu tự động vòng tròn kim loại (Phần tùy chọn)
Đối với bộ nạp servo ngoằn ngoèo, nếu vật liệu dày hơn 1,5mm và vật liệu CR, HR, SS, GI, v.v. Nó phải trang bị 4 con lăn cấp liệu để nó có đủ lực kẹp vì có nhiều lực kéo mặc dù để lưu trữ vòng thép trong hố. Nếu máy đột chọn loại khung C, nó phải xem xét để cấp dải từ hướng trước hoặc hướng bên. Nếu dải thức ăn từ bên trái hoặc bên phải của máy in, nó phải là máy đục lỗ kiểu họng sâu, độ sâu họng dựa trên chiều rộng vật liệu và kích thước vòng tròn, v.v. dải kim loại có thể được cắt thành từng mảnh bằng máy cắt phế liệu được lắp đặt ở đầu khuôn dập hoặc cắt phế liệu độc lập, dải phế liệu kim loại cũng có thể được cuộn lại thành cuộn phế liệu bằng một bộ máy thu hồi.
Nếu dải nạp từ mặt trước của báo chí loại C. Nó không cần phải tăng độ sâu cổ họng quá nhiều và có thể tiết kiệm chi phí sản xuất của máy đục lỗ, phế liệu nên được cắt thành từng miếng bằng máy cắt được lắp đặt ở cuối khuôn dập. Nó không thể áp dụng cắt phế liệu độc lập hoặc cuộn thành cuộn phế liệu cho loại cấp liệu phía trước. Nếu máy đục lỗ sử dụng loại khung H, nó sẽ cấp dải từ hướng trước, phế liệu có thể được cắt thành mảnh phế liệu hoặc cuộn lại thành cuộn phế liệu. Các vòng tròn kim loại có thể được truyền ra từ đáy của khuôn làm trống vòng tròn kim loại và rơi xuống băng tải sản phẩm, sau đó nó có thể được thu thập bằng thiết bị thu gom tự động vòng tròn kim loại hoặc hộp sản phẩm.
Lựa chọn dây chuyền trống vòng tròn kim loại số 2. (KHÔNG CÓ PIT, hiệu quả sản xuất tốc độ cao) Thích hợp cho cả chất liệu mỏng, thường có độ dày dưới 2.0mm.
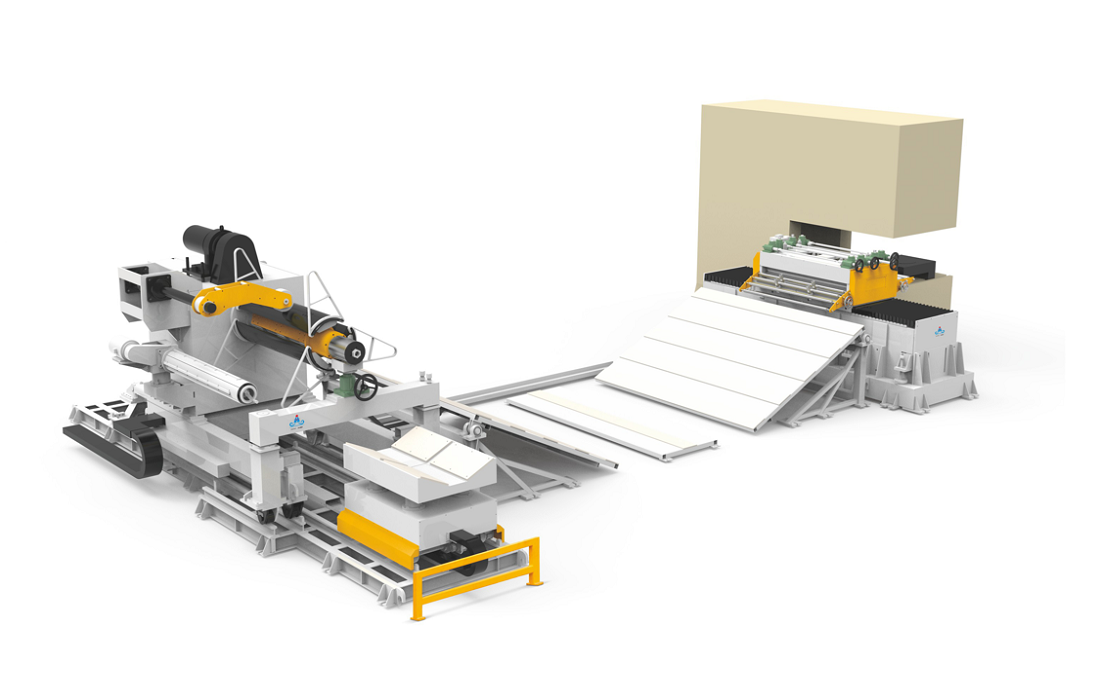
Bao gồm dây chuyền làm trống vòng tròn kim loại
a.ZIGZAG Bộ trang trí hạng nặng với xe tải-Decoiler là loại ngoằn ngoèo
b. Máy ép tóc zigzag, máy nắn thẳng servo và máy cấp liệu servo kết hợp trong một máy và loại ngoằn ngoèo
Bàn hỗ trợ C.loop với cảm biến giữa bộ trang trí và bộ nạp máy ép tóc ngoằn ngoèo
Máy đục lỗ loại khung dc hoặc máy đột dập loại khung H
e. Khuôn trống vòng tròn kim loại
f. Máy cắt / cắt phế liệu hoặc bộ thu hồi dải phế liệu
g. Băng tải sản phẩm và băng tải phế liệu (dựa trên nhu cầu thực tế)
h. Bộ thu tự động vòng tròn kim loại (Phần tùy chọn)
Nó kết hợp trong một máy nắn chính xác và bộ nạp servo ngoằn ngoèo, tiết kiệm chi phí cho bộ phận máy ép tóc và máy trang trí là loại ZIGZAG, xoay đồng bộ với máy nắn tóc ZIGZAG, hơn nữa,nó không cần phải đặt PIT giữa bộ trang trí và bộ nạp máy ép tóc ngoằn ngoèo,Vì vậy, nó tiết kiệm chi phí hầm lò và chiếm ít không gian hơn, nó cũng có thể đảm bảo hiệu quả sản xuất cao. Nhưng nó chủ yếu dành cho vật liệu mỏng có độ dày dưới 2.0mm, nó không phù hợp lắm với vật liệu dày.
Máy đục lỗ có thể là loại C hoặc loại H, nó có thể tham khảo mô tả trong mục Lựa chọn dây chuyền trống vòng tròn kim loại số 1.Lựa chọn dây chuyền trống vòng tròn kim loại số 3. (KHÔNG CÓ PIT, hiệu quả sản xuất tốc độ bình thường) Thích hợp cho vật liệu mỏng.
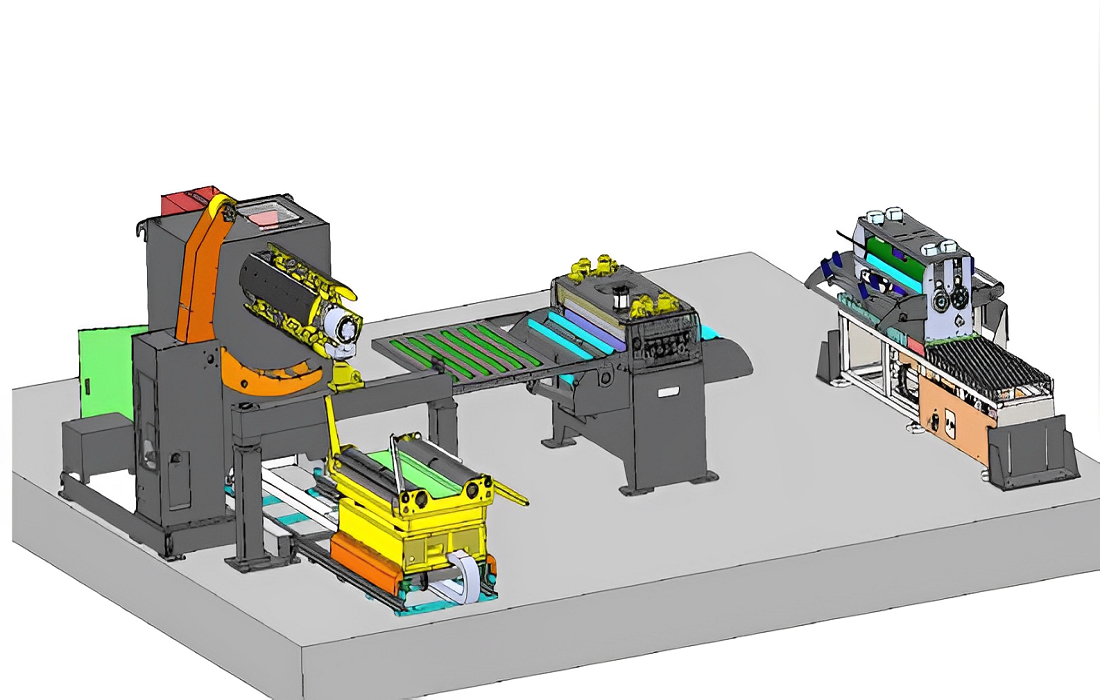
Bao gồm dây chuyền làm trống vòng tròn kim loại
a. Decoiler hạng nặng với xe tải-Decoiler cố định trên mặt đất
b. Máy ép cuộn dây chính xác-Máy ép tóc cố định trên mặt đất
c. Bộ nạp servo Zigzag
Bàn hỗ trợ d.loop với cảm biến giữa decoiler và zigzag straightener feeder
Máy đục lỗ loại khung ec hoặc máy đột dập loại khung H
f. Khuôn trống vòng tròn kim loại
g. Máy cắt / cắt phế liệu hoặc bộ thu hồi dải phế liệu
h. Băng tải sản phẩm và băng tải phế liệu (dựa trên nhu cầu thực tế)
i. Bộ thu tự động vòng tròn kim loại (Phần tùy chọn)
Dải thanh toán Decoiler và làm cho bề mặt dải phẳng và ứng suất bên trong rõ ràng bằng máy ép cuộn dây, sau đó các dải được kéo bằng tay và đến bộ nạp servo ngoằn ngoèo. Máy đục lỗ có thể là loại C hoặc loại H, nó có thể tham khảo mô tả trong mục Lựa chọn dây chuyền trống vòng tròn kim loại số 1.
Chia sẻ bài viết này: